I have had occasional issues with the import of Arc/Info Binary Grid format files into ARCGIS. The solution is all too easy. The import script is legacy and relies on the oldest of ARCGIS file and directory formatting requirements, no spaces. No spaces in parent directories or file names. The naming convention in ARCGIS is really quite annoying at times.
Chief Engineer at the country’s Federal Power Ministry, Ghanshyam Prasad, said coal capacity is likely to reach 238GW by 2022
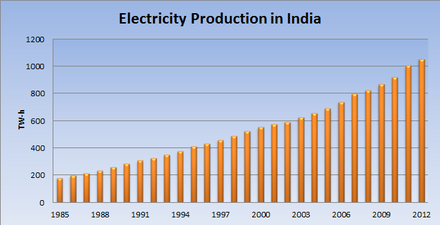
India expects coal-fired power capacity to grow by 22% in three years. That’s according to the Chief Engineer at the country’s Federal Power Ministry, Ghanshyam Prasad, who Reuters reported as stating coal capacity is likely to reach 238GW by 2022.
India’s Coal Minister, Pralhad Joshi previously said annual coal demand rose by 9.1% during the year ending March 2019, noting the figure hit 991.35 million tonnes, driven primarily by utilities, which accounted for three-quarters of total demand.
India’s electricity demand rose by 36% in the seven years up to April 2019, while coal-fired generation capacity during the period rose by three-quarters to 194.44GW.
Some years ago together with a colleague I was doing geological traverses across the Earaheedy Basin in the deserts of Western Australia – in January. Mapping along a traverse and only navigating with a compass in the early morning, I walked across the stratigraphy and then reversed course to locate the vehicle parked in thick scrub. My colleague was several kilometres away exploring access options to the west.
Counting paces (before portable GPS) I returned on the reverse compass bearing but could not locate the vehicle. Given that midday temperatures were in the high 40s I quickly realised that this was a potentially life threatening event. Important in this situation not panic. I sat down had a cup of tea and a biscuit and developed a strategy. I very carefully walked to the east 400 metres – no vehicle. I retraced my steps and traversed a mere 100 metres to the west to locate the vehicle.
An excellent read with entertaining anecdotes and much useful information. The overarching message, go prepared and when faced with a challenge avoid panic, sit and have a cup of tea and a biscuit.
A large coronal hole has developed on the face of the sun, facing the Earth and increased solar wind and particle densities are expected in a few days.
NASA SDO 131A 48 hour video. Note the large equatorial and northern hemisphere coronal holes.
On April 20, 2010, in the Gulf of Mexico on the BP-operated Macondo Prospect, a catastrophic failure on the Deepwater Horizon platform resulted in a massive oil spill considered to be the largest marine oil spill in the history of the petroleum industry and estimated to be 8% to 31% larger in volume than the previous largest, the Ixtoc oil spill, also in the Gulf of Mexico.
The U.S. Federal Government estimated the total discharge at 4.9 million barrels (210 million US gal; 780,000 m3). After several failed efforts to contain the flow, the well was declared sealed on September 19, 2010.
The ultimate cause of the blow-out was a poor cement job, undetected because a Bond Log was not conducted. This resulted in ingress of formation fluids into the well-bore when heavy drilling mud was circulated out and replaced with sea-water, placing the well in an under-balanced situation, prior to planned well suspension as a producer.
This should not have produced the uncontrolled flow to surface however and the BOP should have been capable of controlling flow. This video examines the failure of the BOP and does so well. Differential pressure between the tubing and annular pressures resulted in flexing of the drill-string out of the path of the blind-shear rams which would normally have sheared the drillpipe and contained the well.
However, there was one decision that ultimately lead to the inability of the crew to control the well. In their haste to de-mob the rig, instead of circulating out the drilling mud to monitored mud tanks on the rig, the crew elected to dump the mud directly off-rig to a waiting barge. The barge had no ability to accurately monitor mud volumes. If the mud tanks on the rig had been used the crew would have quickly seen that the volumes being reported to the mud tanks were increasingly greater than the volumes of seawater being circulated into the well. The crew would immediately have realised that they had a well control issue, would have circulated heavier mud weights and would likely have controlled the well.
The US Government reports on the Deepwater Horizon investigation are available below.
Copper concentrates come in two “flavours” – Clean and Complex.
Clean copper concentrates have more than 20% copper and possibly gold and silver and low levels of the deleterious elements As, As, Bi, Cd, Cl, F, Pb, Hg, U and Zn. In addition, asbestos (referred to as fibre) is present in a small number of mine product streams. The Complex Concentrates have high levels of one or more deleterious elements. Each of the deleterious elements will have a threshold level in the offtake contract where the smelter will charge a penalty in addition to the treatment and refining charges. The penalty accommodates the increased costs of disposal and safe disposal.
Typical copper concentrate penalties. Courtesy, AME Group
There is frequently an upper limit for some deleterious elements,
above which the smelter may refuse to accept the concentrate.
The most common deleterious element in copper concentrates is arsenic. Globally 65% of copper concentrates have less than 0.1% As. Above 0.2% arsenic, copper concentrates are considered to be Complex Concentrates and will be charged penalties. In the last decade, as new mine copper production has slowed the quantities of Complex Concentrates entering the market increased significantly while smelter capacity for these concentrates has declined.
Complex concentrates from Marcapunta in Peru (8% As), Chelopeche in Bulgaria (6% As) and Chuquicamata in Chile (1.2% As) have been the main producers. They have been joined more recently by production form Toromocho in Peru (1% As) and Ministro Hales in Chile (4% As).
Smelting Treatment Options
Prior to the 1990s there were many smelters that would accept copper concentrates with high deleterious element concentrations. However due to environmental concerns, liability concerns, tightening regulations and smelter closures at La Oroya in Peru, San Luis de Potosi in Mexico, Tacoma in the USA, Rönnskär in Sweden, PASAR in the Philippines and Kosaka in Japan, the number of smelters that will now regularly accept Complex Concentrates has declined very significantly.
Smelters that will now accept Complex Concentrates include Tsumeb in Namibia, Altonorte in Chile, Guixi in China and Horne in Canada. For complex concentrates that contain more than 1% arsenic, the Dundee Precious Metals smelter in Namibia at Tsumeb is now the only smelting option.
Altonorte is a custom copper smelting operation located near the port of Antofagasta in northern Chile. The smelter has the capacity to process 1,160,000 tonnes of copper concentrate per year. This operation is supplied with copper concentrates by third parties
Most of the smelters which would previously accept high arsenic concentrates utilised roasters to fume of the Arsenic to produce arsenic trioxide (for which there is a limited market) and calcined copper with much reduce arsenic levels. Only Tsumeb still operates such a process facility.
Codelco installed an Outotec Partial Roaster (a fluid bed roaster) at its Ministro Hales mine
Codelco installed an Outotec Partial Roaster (a fluid bed roaster) at its Ministro Hales mine in 2013 to reduce the as content of the copper concentrates. It is located close to Codelco’s Radomiro Tomic and Chuquicamata operations. Initially the project comprised an open pit mine, a 50 kt/d mill to produce 163 kt/a Cu and 287 t/a silver over a 14-year mine life. The ore contains a significant amount of arsenic (around 1.6-1.9% As) that results in production of concentrate with arsenic content just above 4%. To reduce the arsenic levels, a 550 kt/a fluid-bed roaster was constructed to safely process copper concentrate and recover arsenic for further confinement. In addition to calcine and sulphuric acid, the roaster produces flue dust (around 4% volume) containing 22% Cu.
Hydrometallurgical Treatment Options
There are a number of hydro-metallurgical treatment options (few of which have achieved commercial success) which do not involve roasting where the objective is to produce a residue containing arsenic in a form which is stable within a tailings dam. These process routes include atmospheric leaching, bio-oxidation and pressure leaching. Dundee Precious Metals prior to its acquisition of the Tsumeb smelter had attempted to permit a pressure oxidation circuit at its Chelopeche mine in Bulgaria but faced opposition for the usual socialist “ecological” groups.
Chelopeche Mine, Bulgaria
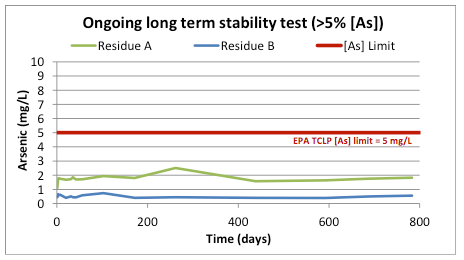
Teck Aurubis have trialled their proprietary high pressure
oxidation technology, CESL, on concentrates with up to 10% arsenic and report greater than 99% deportment of arsenic to leach residues. Arsenic components in the residue have been
identified as ferric arsenate and scorodite – both of which are considered the
most stable forms for arsenic fixation. Teck Aurbis have achieved >97%
copper and >90% Au and Ag recovery, LME grade copper cathode and gold and
silver Dore production.
CESL residue stability test Courtesy: Teck Aurbis
Blending Options
Due to the limited capacity and high costs of the smelters capable of accepting high arsenic concentrate, blending of clean and complex concentrates to produce a product that is below the smelter deleterious element thresholds has become a significant business opportunity. Generally, this is below the 0.5% Chinese threshold and the main blended concentrate target is Chinese smelters.
In 2014 Codelco set up a strategic alliance with Ocean Partners to blend high-As copper concentrate from its Ministro Hales mine with clean third-party concentrate bought in by both companies, at Ocean Partners’ concentrate blending facility in Taiwan.
In the near term it appears likely that the percentage of concentrates subject to arsenic penalties will increase, as will the percentage of Complex Concentrates in the market. In response to this Glencore has opened a new copper concentrate blending facility in Taiwan and a number of Chinese smelters are looking at locating blending and scrap processing operations in the region.
While copper futures trade in largely directionless, trading in a tight range there has been considerable action in the concentrate markets.
Reuters reports that the 10-member China Smelters Purchase Team (CSPT) has set treatment and refining charges at $55.00 per tonne and 5.5 cents per lb respectively for third-quarter deliveries. This is a significant move down from $92 and 9.2 cents in Q1 2019. This suggests considerable tightness on the copper concentrate supply side and could spell some grief and likely closures for higher cost smelters.
According to the International Copper Study Group (ICSG) the issues with the supply side are the dearth of new mine production combined with lower head grades in Chile and markedly lower output at Grasberg where the operation is in the process of transition from open pit to underground.
Mine Production
ICSG in its latest study concludes that world mine production declined by about 1% in the first four month of 2019, with concentrate production declining by 0.5% and solvent extraction-electrowinning (SXEW) by 2.5%:ICSG in its latest study concludes that:
What little growth there was during the period was offset by declines in Chile and Indonesia;
Chilean production declined by 3.2% due to lower head grades;
Indonesian concentrate production declined by a massive 50% due to a transition from open pit to underground operations are the Freeport McMoran operations in Irian Jaya;
While DRC and Zambian production staged significant 11% production growth in 2018, production in the reporting period only managed 2.8%;
Production in Peru, Australia, China and Mongolia increased in response to improved grades and recoveries;
Mine production increased by 3% in Africa, 2% in North America and 6% in Oceania but declined by 4% in Asia , 1.5% in South America and 3% in europe.
Refined Production
ICSG in its latest study concludes that world refined production remained unchanged in the first four month of 2019 with primary production (electrolytic and electrowinning) declining by 0.2% and secondary production (from scrap) increasing by 0.5%. The decline in world production was due to:
A 33% decrease in Chilean electrolytic refined output due to temporary smelter shutdowns whilst undergoing upgrades to comply with new environmental regulations;
A decline of 33% in India’s production that was negatively impacted by the shutdown of Vedanta’s Tuticorin smelter in April 2018;
A 23% decrease in Zambian refined output due to power supply interruptions, smelter outages and the introduction on 1st January 2019 of a 5% custom duty on copper concentrate imports;
Reduced output in major producing countries including Germany, Japan, Peru and the United States due to smelter maintenance shutdowns.
Refined copper declines during the period were offset by growth in Chinese output and increases in Australia, Brazil, Iran and Poland . These declines during the period were offset by growth in Chinese output and increases in production due to recovery from production constraints in 2018.
ICSG concludes that:
World refined copper balance in the first 4 months of 2019 saw a 150,000 deficit;
China’s bonded stocks are thought to have increased by 140,000 tonnes, compared with the same period in 2018;
Copper stocks held at LME, COMEX and SHFE totalled 417,600 tonnes an increase of 19% over the prior period
The average LME price was down 2.7% from the may average
One our my favorite artists, Worakyls, will be performing at the Zenith Toulouse Metropole, Toulouse France, Sunday November 10, 2019. The event opens with Worakyls typical electronic music and finishes with his fusion classic-electronic- jazz orchestra.
You are invited. Go here to book
We will be spending a few days in Toulouse around the event, then driving down to the Pyrenees for 3 days and then up through Bordeau to spend 4 days in Poitiers. Message me if you are coming.
As our nearest star, Sol, enters the quietest solar minimum in more than a century its time to take regular look at its activity, courtesy of USAF and NASA and otherwise as credited.